
Manufacturing process
How a job moves from quote to shipment
Every unit moves through defined production, firmware, test, and quality gates. Each step is checked before the unit moves on.
SMT production line
Three DDM Novastar machines on our floor in Strumica. Every board passes through this sequence: paste, place, reflow.
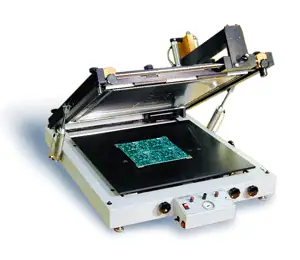
Step 1 · Paste
DDM Novastar SPR-45
Stencil printer
- 16 × 18 in print area
- 310 mm max board width
- Dual squeegee, semi-automatic

Step 2 · Place
DDM Novastar LS60
Pick-and-place
- 0201 to 35 mm components, BGA to 15 mil pitch
- ±0.025 mm placement accuracy
- 96 feeders (144 with bank), up to 4800 cph

Step 3 · Reflow
DDM Novastar GF-120HT
Reflow oven
- 6 zones (3 top, 3 bottom), 400°C max
- 1042 mm heated tunnel, 305 mm conveyor
- Lead-free SAC305, 100 stored profiles
The full production sequence
- RFQ INPUT
-
RFQ
Quote review against your BOM, gerbers, and CPL. Capacity and DFM check before we commit.
-
DFM and BOM
Design-for-manufacturing analysis, alternate part proposals, dual-source identification, AVL alignment.
-
Component sourcing
Procurement against the AVL with lead-time risk flagging.
-
Solder paste printing
DDM Novastar SPR-45 stencil printer, dual squeegee, 16 by 18 inch print area.
-
Pick-and-place
DDM Novastar LS60, vision-assisted placement across 96 to 144 feeders.
-
Reflow soldering
DDM Novastar GF-120HT, six-zone horizontal convection, lead-free SAC305 capable.
-
AOI (in-house)
Automated optical inspection of placement and joints against IPC-A-610 acceptance criteria, on our line, on every board.
-
Firmware flashing
In-line or offline programming with multi-image support and signed bootloader chains.
-
Functional test (sourced)
Coordinated through partner test houses against your test plan when required. Fixtures, golden unit, and per-unit results managed by us; testing physically runs at the partner site.
-
Secure provisioning
X.509 enrollment, secure-element key injection, eFuse or OTP burn where required.
-
Serialization and labeling
MAC, UID, or serial assigned, GS1 DataMatrix or QR labels applied.
-
Box-build
Sub-assembly into housing, cabling, gasketing, antenna placement, mechanical integration.
-
Final QC
Sample IP rating verification, label verification, batch sign-off.
-
Shipment
Programmed, inspected, serialized, packed units leave the line ready for the field.
- SHIPMENT OUTPUT
Quality and verification at each gate
- IPC-A-610 acceptance criteria applied per board
Class 2 or Class 3 inspection profile selected per project.
- AOI on every assembled board (in-house)
Camera-based inspection of solder joints and component placement, on our line.
- FCT sourced when required
Functional test coordinated through partner test houses against your test plan. Per-unit pass and fail results returned and logged against serial number.
- Per-unit traceability database
Serial, firmware hash, batch, operator, machine program logged for every unit.
- Lead-free solder profile
SAC305 reflow profile, RoHS compliant by default.
- Defect routing and root cause
Failures quarantined, reworked under IPC-7711 procedures or scrapped.
See your product through this flow
Send files. We map them to each stage and reply with a quote within one business day.