
Производствен процес
Как поръчката преминава от офертата до експедицията
Всяка единица преминава през определени етапи на производство, firmware, тест и качествен контрол. Всяка стъпка се проверява, преди единицата да продължи нататък.
SMT производствена линия
Три машини DDM Novastar в нашия цех в Струмица. Всяка платка минава през тази последователност: паста, позициониране, reflow.
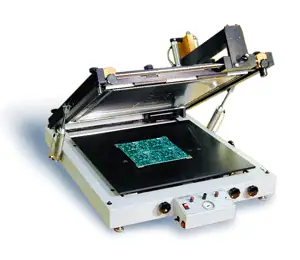
Стъпка 1 · Паста
DDM Novastar SPR-45
Стенсил-принтер
- печатна площ 16 × 18 in
- максимална широчина на платката 310 mm
- Двойна ракла, полуавтоматична

Стъпка 2 · Поставяне
DDM Novastar LS60
Pick-and-place
- компоненти от 0201 до 35 mm, BGA до pitch 15 mil
- точност на позициониране ±0.025 mm
- 96 фидера (144 с банка), до 4800 cph

Стъпка 3 · Reflow
DDM Novastar GF-120HT
Reflow пещ
- 6 зони (3 горни, 3 долни), максимум 400 °C
- загряван тунел 1042 mm, конвейер 305 mm
- Безоловен SAC305, 100 запазени профила
Цялата производствена последователност
- RFQ ВХОД
-
RFQ
Преглед на запитването спрямо вашите BOM, gerber и CPL файлове. Проверка на капацитета и DFM, преди да поемем ангажимент.
-
DFM и BOM
Анализ за технологичност при производство, предложения за алтернативни компоненти, определяне на двоен източник, съгласуване на AVL.
-
Снабдяване с компоненти
Снабдяване по AVL с маркиране на риск за срока на доставка.
-
Печат на паста за запояване
Принтер за паста DDM Novastar SPR-45, двойна ракла, печатна площ 16 на 18 инча.
-
Pick-and-place
DDM Novastar LS60, разполагане с визуално подпомагане при 96 до 144 фидера.
-
Reflow запояване
DDM Novastar GF-120HT, шестзонова хоризонтална конвекция, работи с безоловен SAC305.
-
AOI (на собствена линия)
Автоматизирана оптична инспекция на позиционирането и спойките спрямо критериите за приемане IPC-A-610, на нашата линия, на всяка платка.
-
Зареждане на firmware
Програмиране на линия или офлайн с поддръжка на множество image-и и подписани bootloader вериги.
-
Функционален тест (възложен)
Координирано чрез партньорски тестови лаборатории спрямо вашия тестов план, когато се изисква. Приспособленията, еталонният образец и резултатите по единица се управляват от нас; самият тест физически се извършва при партньора.
-
Сигурно провизиониране
Регистрация с X.509, инжектиране на ключове в secure element, изгаряне на eFuse или OTP при нужда.
-
Сериализиране и етикетиране
Присвоен MAC, UID или сериен номер; залепени етикети GS1 DataMatrix или QR.
-
Box-build
Подсглобяване в корпус, окабеляване, уплътнения, поставяне на антени, механична интеграция.
-
Окончателен QC
Извадкова проверка на IP степента, проверка на етикетите, приемане на партидата.
-
Експедиция
Програмирани, проверени, серийно номерирани и опаковани устройства напускат линията готови за експлоатация.
- ИЗХОД ЗА ЕКСПЕДИЦИЯ
Качество и верификация на всеки контролен етап
- Критерии за приемане IPC-A-610, прилагани за всяка платка
Избира се инспекционен профил по Class 2 или Class 3 според проекта.
- AOI на всяка асемблирана платка (на собствена линия)
Инспекция с камера на спойките и разположението на компонентите, на нашата линия.
- FCT се възлага външно при необходимост
Функционален тест, координиран чрез партньорски тестови лаборатории по вашия тестов план. Резултатите за всяко устройство (преминал/непреминал) се връщат и записват срещу серийния номер.
- База данни за проследяемост на ниво бройка
За всяко устройство се записват сериен номер, hash на firmware, партида, оператор и машинна програма.
- Безоловен профил за запояване
Reflow профил за SAC305, съответстващ на RoHS по подразбиране.
- Маршрутизиране на дефекти и анализ на първопричини
Дефектните единици се поставят под карантина, преработват по процедурите на IPC-7711 или се бракуват.
Проследете вашия продукт през този процес
Изпратете файловете. Свързваме ги към всеки етап и отговаряме с оферта в рамките на един работен ден.