
Processus de fabrication
Comment un projet passe du devis à l'expédition
Chaque unité franchit des points de contrôle définis de production, de firmware, de test et de qualité. Chaque étape est vérifiée avant que l'unité ne passe à la suivante.
Ligne de production SMT
Trois machines DDM Novastar dans notre atelier de Strumica. Chaque carte passe par cette séquence : pâte, placement, refusion.
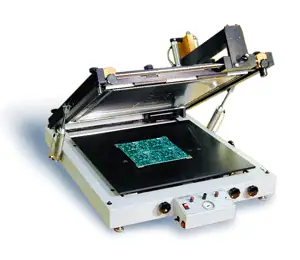
Étape 1 · Pâte
DDM Novastar SPR-45
Sérigraphieuse à pochoir
- Surface d'impression 16 × 18 in
- Largeur de carte maximale 310 mm
- Double racle, semi-automatique

Étape 2 · Pose
DDM Novastar LS60
Pick-and-place
- Composants de 0201 à 35 mm, BGA jusqu'à un pas de 15 mil
- Précision de placement de ±0,025 mm
- 96 feeders (144 avec banque), jusqu'à 4800 cph

Étape 3 · Refusion
DDM Novastar GF-120HT
Four de refusion
- 6 zones (3 en haut, 3 en bas), 400 °C max
- Tunnel chauffé de 1042 mm, convoyeur de 305 mm
- Sans plomb SAC305, 100 profils enregistrés
La séquence de production complète
- ENTRÉE RFQ
-
RFQ
Examen du devis par rapport à votre BOM, vos gerbers et votre CPL. Vérification de capacité et de DFM avant tout engagement.
-
DFM et BOM
Analyse DFM, propositions de composants alternatifs, identification de doubles sources, alignement AVL.
-
Approvisionnement des composants
Approvisionnement selon votre AVL avec signalement des risques sur les délais.
-
Sérigraphie de pâte à braser
Sérigraphieuse DDM Novastar SPR-45, double racle, surface d'impression de 16 par 18 pouces.
-
Pick-and-place
DDM Novastar LS60, placement assisté par vision sur 96 à 144 alimentateurs.
-
Brasage par refusion
DDM Novastar GF-120HT, convection horizontale à six zones, compatible sans plomb SAC305.
-
AOI (interne)
Inspection optique automatisée du placement et des joints selon les critères d'acceptation IPC-A-610, sur notre ligne, sur chaque carte.
-
Flashage de firmware
Programmation en ligne ou hors ligne avec prise en charge multi-images et chaînes de bootloaders signés.
-
Test fonctionnel (sous-traité)
Coordonné via des laboratoires d'essai partenaires selon votre plan de test lorsque requis. Outillages, golden unit et résultats unitaires gérés par nos soins ; les essais sont physiquement réalisés chez le partenaire.
-
Provisionnement sécurisé
Enrôlement X.509, injection de clés en élément sécurisé, gravure eFuse ou OTP lorsque nécessaire.
-
Sérialisation et étiquetage
Attribution du MAC, de l'UID ou du numéro de série, pose d'étiquettes GS1 DataMatrix ou QR.
-
Box-build
Sous-assemblage en boîtier, câblage, jointure, placement d'antenne, intégration mécanique.
-
Contrôle qualité final
Vérification de l'indice IP par échantillonnage, contrôle des étiquettes, validation du lot.
-
Expédition
Les unités programmées, inspectées, sérialisées et emballées quittent la ligne prêtes pour le terrain.
- SORTIE EXPÉDITION
Qualité et vérification à chaque point de contrôle
- Critères d'acceptation IPC-A-610 appliqués à chaque carte
Profil d'inspection Class 2 ou Class 3 sélectionné selon le projet.
- AOI sur chaque carte assemblée (en interne)
Inspection par caméra des joints de brasure et du placement des composants, sur notre ligne.
- FCT sous-traité à la demande
Test fonctionnel coordonné avec des laboratoires partenaires selon votre plan de test. Les résultats pass/fail par unité sont restitués et enregistrés contre le numéro de série.
- Base de données de traçabilité par unité
Numéro de série, empreinte du firmware, lot, opérateur et programme machine consignés pour chaque unité.
- Profil de brasage sans plomb
Profil de refusion SAC305, conforme RoHS par défaut.
- Routage des défauts et analyse de cause racine
Défaillances mises en quarantaine, retravaillées selon les procédures IPC-7711 ou mises au rebut.
Visualisez votre produit suivre ce flux
Envoyez les fichiers. Nous les rattachons à chaque étape et répondons avec un devis sous un jour ouvré.