
Proces produkcyjny
Jak zlecenie przechodzi od wyceny do wysyłki
Każda sztuka przechodzi przez ściśle określone bramki produkcyjne, firmware'owe, testowe i jakościowe. Każdy krok jest sprawdzany, zanim sztuka pójdzie dalej.
linia produkcyjna SMT
Trzy maszyny DDM Novastar na naszej hali w Strumicy. Każda płytka przechodzi tę samą sekwencję: pasta, układanie, reflow.
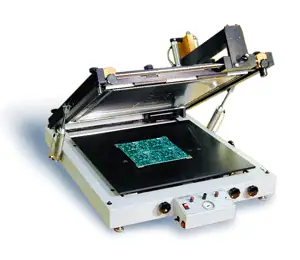
Krok 1 · Pasta
DDM Novastar SPR-45
Drukarka szablonowa
- obszar druku 16 × 18 cali
- maks. szerokość płytki 310 mm
- Podwójna rakla, urządzenie półautomatyczne

Krok 2 · Pozycjonowanie
DDM Novastar LS60
Pick-and-place
- komponenty od 0201 do 35 mm, BGA do rastra 15 mil
- dokładność rozmieszczenia ±0.025 mm
- 96 podajników (144 z bankiem), do 4800 cph

Krok 3 · Rozpływ
DDM Novastar GF-120HT
Piec lutowniczy (reflow)
- 6 stref (3 górne, 3 dolne), maks. 400°C
- tunel grzewczy 1042 mm, przenośnik 305 mm
- Bezołowiowy SAC305, 100 zapisanych profili
Pełna sekwencja produkcyjna
- DANE WEJŚCIOWE RFQ
-
RFQ
Analiza wyceny w odniesieniu do Państwa BOM, gerberów i CPL. Sprawdzenie zdolności produkcyjnych i DFM, zanim podejmiemy zobowiązanie.
-
DFM i BOM
Analiza Design-for-Manufacturing, propozycje zamienników, wskazanie drugiego źródła, dostosowanie do AVL.
-
Zaopatrzenie w komponenty
Zaopatrzenie zgodne z AVL z oznaczaniem ryzyka czasu realizacji dostaw.
-
Nadruk pasty lutowniczej
Drukarka sitodrukowa DDM Novastar SPR-45, podwójna rakla, pole druku 16 na 18 cali.
-
Pick-and-place
DDM Novastar LS60, montaż wspomagany wizyjnie obsługujący od 96 do 144 podajników.
-
Lutowanie rozpływowe (reflow)
DDM Novastar GF-120HT, sześciostrefowa konwekcja pozioma, obsługa lutowia bezołowiowego SAC305.
-
AOI (we własnym zakresie)
Automatyczna inspekcja optyczna ułożenia elementów i połączeń lutowanych według kryteriów akceptacji IPC-A-610, na naszej linii, dla każdej płytki.
-
Programowanie firmware
Programowanie w linii lub offline z obsługą wielu obrazów oraz podpisanymi łańcuchami bootloaderów.
-
Test funkcjonalny (zlecany na zewnątrz)
W razie potrzeby koordynowane przez partnerskie laboratoria testowe według Państwa planu testów. Oprzyrządowanie, jednostka wzorcowa oraz wyniki dla każdej sztuki pozostają pod naszą kontrolą; testy fizycznie wykonywane są u partnera.
-
Bezpieczne provisioning
Enrollment X.509, wstrzykiwanie kluczy do secure-element, wypalanie eFuse lub OTP, jeżeli jest wymagane.
-
Nadawanie numerów seryjnych i etykietowanie
Przypisanie MAC, UID lub numeru seryjnego oraz naniesienie etykiet GS1 DataMatrix lub QR.
-
Box-build
Montaż podzespołu w obudowie, okablowanie, uszczelnienia, rozmieszczenie anteny, integracja mechaniczna.
-
Końcowa kontrola jakości
Przykładowa weryfikacja stopnia ochrony IP, weryfikacja etykiet, zatwierdzenie partii.
-
Wysyłka
Zaprogramowane, skontrolowane, oznaczone numerem seryjnym i zapakowane jednostki opuszczają linię gotowe do pracy w terenie.
- WYNIK WYSYŁKI
Jakość i weryfikacja na każdym punkcie kontrolnym
- Kryteria akceptacji IPC-A-610 stosowane do każdej płyty
Profil kontroli Class 2 lub Class 3 dobierany jest indywidualnie dla projektu.
- AOI każdej zmontowanej płytki (we własnym zakresie)
Kontrola kamerowa lutowin i ułożenia komponentów na naszej linii.
- FCT zamawiany u partnera, gdy jest wymagany
Test funkcjonalny koordynowany przez partnerskie laboratoria testowe zgodnie z Państwa planem testów. Wyniki pass/fail dla każdej sztuki są przekazywane i rejestrowane wraz z numerem seryjnym.
- Baza traceability każdej sztuki
Numer seryjny, skrót firmware'u, partia, operator i program maszyny rejestrowane dla każdej sztuki.
- Profil lutowania bezołowiowego
Profil rozpływu SAC305, domyślnie zgodny z RoHS.
- Obsługa defektów i analiza przyczyn źródłowych
Sztuki wadliwe trafiają na kwarantannę – są poprawiane zgodnie z procedurami IPC-7711 albo złomowane.
Prześledź ścieżkę produktu Państwa firmy
Prosimy o przesłanie plików. Przypiszemy je do poszczególnych etapów i odeślemy ofertę w ciągu jednego dnia roboczego.