
Proces de producție
Cum se mișcă o lucrare de la ofertă la livrare
Fiecare unitate trece prin etape definite de producție, firmware, test și control al calității. Fiecare etapă este verificată înainte ca unitatea să meargă mai departe.
Linie de producție SMT
Trei mașini DDM Novastar în hala noastră din Strumica. Fiecare placă trece prin această secvență: pastă, plasare, reflow.
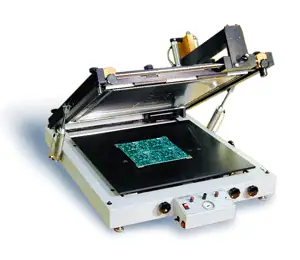
Pasul 1 · Pastă
DDM Novastar SPR-45
Imprimantă cu stencil
- Suprafață de imprimare de 16 × 18 in
- Lățime maximă a plăcii de 310 mm
- Racletă dublă, semiautomată

Pasul 2 · Plasare
DDM Novastar LS60
Pick-and-place
- Componente de la 0201 până la 35 mm, BGA până la pas de 15 mil
- Acuratețe de plasare ±0.025 mm
- 96 de feedere (144 cu bancă), până la 4800 cph

Pasul 3 · Reflow
DDM Novastar GF-120HT
Cuptor de reflow
- 6 zone (3 sus, 3 jos), 400°C max
- Tunel încălzit de 1042 mm, transportor de 305 mm
- SAC305 fără plumb, 100 de profile stocate
Secvența completă de producție
- INTRARE RFQ
-
RFQ
Analiza ofertei pe baza BOM, gerberelor și CPL transmise de dumneavoastră. Verificare de capacitate și DFM înainte de a ne angaja.
-
DFM și BOM
Analiză design-for-manufacturing, propuneri de componente alternative, identificare a sursei duble, aliniere la AVL.
-
Aprovizionare cu componente
Achiziții conform AVL, cu semnalarea riscurilor de termen de livrare.
-
Imprimare pastă de lipit
Imprimantă cu șablon DDM Novastar SPR-45, racletă dublă, suprafață de imprimare de 16 pe 18 inch.
-
Pick-and-place
DDM Novastar LS60, plasare asistată vizual cu 96 până la 144 de feedere.
-
Lipire prin reflow
DDM Novastar GF-120HT, convecție orizontală cu șase zone, compatibil cu aliaj fără plumb SAC305.
-
AOI (intern)
Inspecție optică automatizată a plasării și a lipiturilor conform criteriilor de acceptare IPC-A-610, pe linia noastră, pe fiecare placă.
-
Programare firmware
Programare în linie sau offline, cu suport pentru multiple imagini și lanțuri de bootloader semnate.
-
Test funcțional (externalizat)
Coordonat prin laboratoare de testare partenere, conform planului dumneavoastră de testare, atunci când este necesar. Dispozitivele de fixare, unitatea de referință (golden unit) și rezultatele per unitate sunt gestionate de noi; testarea propriu-zisă se desfășoară la sediul partenerului.
-
Provisioning securizat
Înrolare X.509, injecție de chei în elemente sigure, programare eFuse sau OTP atunci când este necesar.
-
Serializare și etichetare
Se atribuie MAC, UID sau serie, se aplică etichete GS1 DataMatrix sau QR.
-
Box-build
Subansamblare în carcasă, cablaj, garnituri, plasarea antenei, integrare mecanică.
-
QC final
Verificarea probelor pentru clasa IP, verificarea etichetei, validarea lotului.
-
Expediere
Unitățile programate, inspectate, serializate și ambalate părăsesc linia gata pentru teren.
- EXPEDIERE LA IEȘIRE
Calitate și verificare la fiecare punct de control
- Criterii de acceptare IPC-A-610 aplicate per placă
Profil de inspecție Class 2 sau Class 3 selectat pentru fiecare proiect.
- AOI pe fiecare placă asamblată (intern)
Inspecție cu cameră a îmbinărilor de lipire și a plasării componentelor, pe linia noastră.
- FCT externalizat atunci când este necesar
Test funcțional coordonat prin laboratoare partenere, conform planului dumneavoastră de test. Rezultatele pass/fail per unitate sunt returnate și înregistrate pe baza numărului de serie.
- Bază de date de trasabilitate per unitate
Numărul de serie, hash-ul firmware-ului, lotul, operatorul și programul de mașină sunt înregistrate pentru fiecare unitate.
- Profil de lipire fără plumb
Profil de reflow SAC305, conform RoHS în mod implicit.
- Direcționarea defectelor și cauza fundamentală
Plăcile cu defecte sunt puse în carantină și reprelucrate conform procedurilor IPC-7711 sau casate.
Urmăriți produsul dumneavoastră prin acest flux
Trimiteți fișierele. Le corelăm cu fiecare etapă și răspundem cu o ofertă în termen de o zi lucrătoare.