
Производствен процес
Како работата оди од понуда до испорака
Секоја единица минува низ дефинирани контролни точки за производство, firmware, тестирање и квалитет. Секој чекор се проверува пред единицата да продолжи понатаму.
SMT производствена линија
Три DDM Novastar машини во нашиот погон во Струмица. Секоја плоча минува низ оваа секвенца: паста, поставување, reflow.
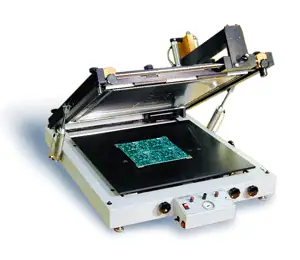
Чекор 1 · Паста
DDM Novastar SPR-45
Печатач со шаблон
- површина за печатење 16 × 18 in
- максимална ширина на плочка 310 mm
- Двојна ракелница, полуавтоматска

Чекор 2 · Поставување
DDM Novastar LS60
Pick-and-place
- 0201 до компоненти од 35 mm, BGA до чекор од 15 mil
- ±0.025 mm точност на поставување
- 96 фидери (144 со банка), до 4800 cph

Чекор 3 · Reflow
DDM Novastar GF-120HT
Reflow печка
- 6 зони (3 горни, 3 долни), макс. 400°C
- загреан тунел од 1042 mm, конвејер од 305 mm
- Безоловно SAC305, 100 зачувани профили
Целосна производствена секвенца
- RFQ ВЛЕЗ
-
RFQ
Преглед на понудата според вашите BOM, gerber-и и CPL. Проверка на капацитет и DFM пред да се обврземе.
-
DFM и BOM
DFM-анализа, предлози за алтернативни делови, утврдување на двојни извори, усогласување со AVL.
-
Набавка на компоненти
Набавка според AVL со означување на ризици за роковите на испорака.
-
Печатење калајна паста
Шаблонски печатач DDM Novastar SPR-45, двојна ракелница, површина за печатење 16 со 18 инчи.
-
Pick-and-place
DDM Novastar LS60, поставување потпомогнато со вид, преку 96 до 144 фидери.
-
Reflow лемење
DDM Novastar GF-120HT, хоризонтална конвекција со шест зони, поддршка за безоловно SAC305.
-
AOI (интерно)
Автоматизирана оптичка инспекција на поставувањето и спојовите според критериумите за прифаќање на IPC-A-610, на нашата линија, на секоја плоча.
-
Флашување на firmware
Програмирање на линија или вон линија со поддршка за повеќе образи и потпишани bootloader синџири.
-
Функционален тест (преку партнер)
Координирано преку партнерски тест-куќи според вашиот тест-план, кога е потребно. Алатниците, референтниот примерок и резултатите по уред ги водиме ние; самото тестирање се изведува физички кај партнерот.
-
Безбедно обезбедување на уредот
X.509 enrollment, инјектирање клучеви во secure element, eFuse или OTP burn каде што е потребно.
-
Серијализација и етикетирање
Доделени MAC, UID или сериски број; залепени GS1 DataMatrix или QR етикети.
-
Box-build
Склопување во куќиште, каблирање, заптивки, поставување на антена, механичка интеграција.
-
Финална контрола на квалитет
Проверка на IP-ранг на примерок, проверка на етикета, потпис за серијата.
-
Испорака
Програмирани, инспектирани, серијализирани и спакувани уреди ја напуштаат линијата подготвени за терен.
- ИЗЛЕЗ НА ИСПОРАКА
Квалитет и верификација на секоја контролна точка
- Критериуми за прифатливост IPC-A-610 применети по плоча
Инспекциски профил Class 2 или Class 3 се избира по проект.
- AOI на секоја склопена плоча (интерно)
Контрола со камера на калајдисаните споеви и поставеноста на компонентите, на нашата линија.
- FCT се набавува надворешно по потреба
Функционален тест координиран преку партнерски тест-куќи според вашиот тест-план. Резултатите за поминато или непоминато по уред се враќаат и се запишуваат под серискиот број.
- База за следливост по единица
За секоја единица се логираат сериски број, хеш на фирмверот, серија, оператор и програма на машината.
- Безоловен профил за лемење
SAC305 рефлоу профил, стандардно усогласен со RoHS.
- Насочување на дефекти и коренска причина
Неисправните единици се ставаат во карантин и потоа се преработуваат според процедурите IPC-7711 или се отпишуваат.
Поминете го вашиот производ низ овој тек
Испратете датотеки. Ги распределуваме по фази и одговараме со понуда во рок од еден работен ден.