
Fertigungsprozess
Wie ein Auftrag vom Angebot bis zum Versand läuft
Jede Einheit durchläuft definierte Stationen für Produktion, Firmware, Test und Qualität. Jeder Schritt wird geprüft, bevor die Einheit weitergeht.
SMT-Fertigungslinie
Drei DDM-Novastar-Maschinen in unserer Halle in Strumica. Jede Baugruppe durchläuft diese Reihenfolge: Drucken, Bestücken, Reflow.
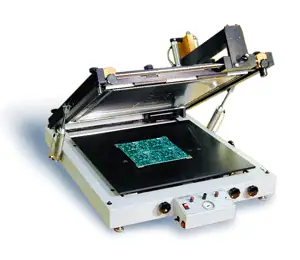
Schritt 1 · Paste
DDM Novastar SPR-45
Schablonendrucker
- Druckfläche 16 × 18 in
- Max. Leiterplattenbreite 310 mm
- Doppelrakel, halbautomatisch

Schritt 2 · Bestücken
DDM Novastar LS60
Pick-and-Place
- 0201 bis Bauteile 35 mm, BGA bis 15 mil Pitch
- ±0,025 mm Bestückgenauigkeit
- 96 Feeder (144 mit Bank), bis zu 4800 cph

Schritt 3 · Reflow
DDM Novastar GF-120HT
Reflow-Ofen
- 6 Zonen (3 oben, 3 unten), max. 400 °C
- 1042 mm Heiztunnel, 305 mm Transportband
- Bleifrei SAC305, 100 gespeicherte Profile
Der vollständige Fertigungsablauf
- RFQ-EINGABE
-
RFQ
Angebotsprüfung anhand Ihrer BOM, Gerber-Daten und CPL. Kapazitäts- und DFM-Prüfung, bevor wir uns festlegen.
-
DFM und BOM
DFM-Analyse, Vorschlaege fuer Alternativbauteile, Ermittlung von Zweitquellen, Abgleich mit der AVL.
-
Bauteilbeschaffung
Beschaffung anhand der AVL mit Kennzeichnung von Lieferzeitrisiken.
-
Lotpastendruck
Schablonendrucker DDM Novastar SPR-45, Doppelrakel, Druckflaeche 16 × 18 Zoll.
-
Pick-and-Place
DDM Novastar LS60, bildgestuetzte Bestueckung mit 96 bis 144 Feedern.
-
Reflow-Löten
DDM Novastar GF-120HT, sechszonige horizontale Konvektion, geeignet fuer bleifreies SAC305.
-
AOI (im Haus)
Automatische optische Inspektion von Bestückung und Lötstellen nach den Abnahmekriterien der IPC-A-610, auf unserer Linie, an jeder Baugruppe.
-
Firmware-Flashing
Programmierung in der Linie oder offline mit Multi-Image-Unterstützung und signierten Bootloader-Ketten.
-
Funktionstest (extern bezogen)
Bei Bedarf koordiniert ueber Partnerlabore nach Ihrem Pruefplan. Pruefadapter, Goldmuster und Ergebnisse je Einheit verwalten wir; die physische Pruefung laeuft beim Partner.
-
Sichere Provisionierung
X.509-Registrierung, Schlüsselinjektion in Secure Elements, eFuse- oder OTP-Burn, wo erforderlich.
-
Serialisierung und Beschriftung
MAC, UID oder Seriennummer vergeben, GS1 DataMatrix- oder QR-Etiketten angebracht.
-
Box-Build
Vormontage in das Gehäuse, Verkabelung, Dichtungen, Antennenplatzierung, mechanische Integration.
-
Endprüfung
Stichprobenprüfung der IP-Schutzart, Etikettenkontrolle, Losfreigabe.
-
Versand
Programmierte, geprüfte, serialisierte und verpackte Einheiten verlassen die Linie einsatzbereit für das Feld.
- VERSAND-OUTPUT
Qualität und Verifizierung an jedem Gate
- Annahmekriterien nach IPC-A-610 je Baugruppe angewandt
Inspektionsprofil nach Class 2 oder Class 3, projektbezogen gewählt.
- AOI an jeder bestückten Baugruppe (im Haus)
Kamerabasierte Inspektion von Lötstellen und Bauteilbestückung auf unserer Linie.
- FCT wird bei Bedarf extern beauftragt
Funktionstest, koordiniert über Partner-Testhäuser nach Ihrem Prüfplan. Pass- und Fail-Ergebnisse je Einheit werden zurückgemeldet und mit der Seriennummer protokolliert.
- Geräteindividuelle Traceability-Datenbank
Seriennummer, Firmware-Hash, Los, Bediener und Maschinenprogramm werden für jede Einheit protokolliert.
- Bleifreies Lötprofil
SAC305-Reflow-Profil, standardmäßig RoHS-konform.
- Fehlerlenkung und Ursachenanalyse
Fehlerhafte Einheiten werden in Quarantäne genommen und nach IPC-7711 nachgearbeitet oder verschrottet.
Verfolgen Sie Ihr Produkt durch diesen Ablauf
Senden Sie uns die Dateien. Wir ordnen sie den einzelnen Prozessschritten zu und antworten innerhalb eines Werktages mit einem Angebot.